

პროდუქტის ცენტრი




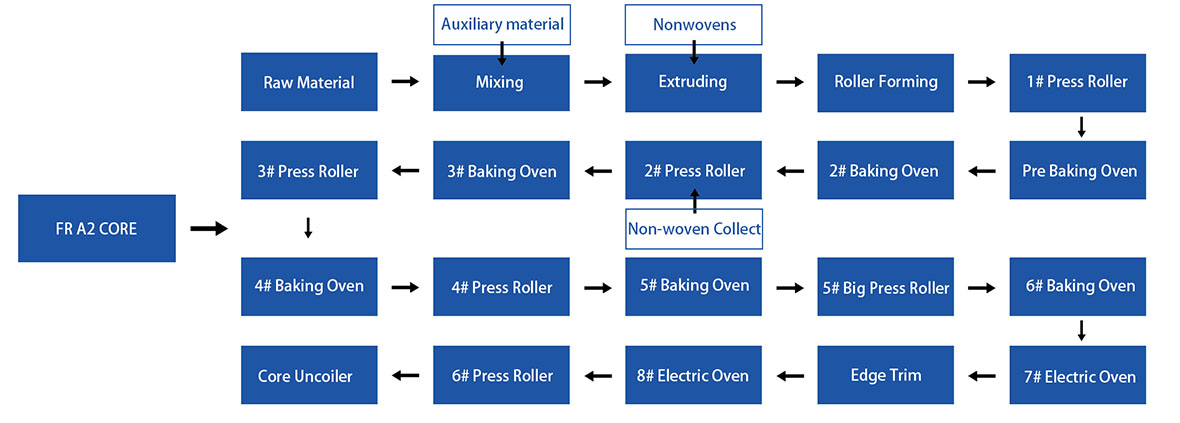
ავტომატური FR A2 ბირთვიანი წარმოების ხაზი
მანქანის ძირითადი ტექნიკური მონაცემები
1. ნედლეული
გარემოს დაცვა: არაორგანული ფხვნილი და სპეციალური წყალში ხსნადი სითხე; წებო და წყალი: Mg(oh)2/Caco3/SiO2 და სხვა არაორგანული ფხვნილიინგრედიენტები, ასევე სპეციალური წყალში ხსნადი თხევადი წებო და წყლის გარკვეული პროცენტი ფორმულის დეტალებისთვის.
უქსოვი ქსოვილის ფირი: სიგანე: 830~1,750 მმ
სისქე: 0.03~0.05 მმ
ხვეულის წონა: 40~60 კგ/ხვეული
შენიშვნა: პირველ რიგში, დაიწყეთ უქსოვი ქსოვილის ფირის 4 ფენით: ზემოდან 2 ფენა და ქვედა მხრიდან 2 ფენა. ღუმელში ბირთვის გადატანის შემდეგ, მათგან 2 ფენა უკან დაიხევს და ბოლოს, დარჩენილი 2 ფენა დნობის შემდეგ ბირთვს მიეკრობა.

2. დასრულებული კომპოზიტური პანელი
სიგანე: 800-1600 მმ.
სისქე: 2.0~5.0 მმ.
წარმოების სიჩქარე: 1200~2000 მმ/წთ (ჩვეულებრივ 1800 მმ/წთ).
გაანგარიშება ეფუძნება: სიგანე 1240 მმ*(3~4 მმ) (შესაბამისად, პროდუქტის სისქის მიხედვით); ნედლეული/ფორმულა/წარმოების ტექნიკა/ოპერირების უნარი გავლენას ახდენს წარმოების სიჩქარეზე.
3. საწარმოო ხაზის გაგრილების წყლის მოთხოვნა (გადამუშავება)
Q= 0.5-1.5M3/H; P=ჩვეულებრივ 0.7KG/CM2-ისთვის (დიზაინი 0.5~2kg/cm2-ისთვის).
შეყვანის ტემპერატურა T1: ≤20℃, ≥0.3Mpa, სიმტკიცე: 5-8odH.
ძირითადად გამოიყენება ფხვნილის შერევისა და ფორმულისა და წყლის ცვლადი დენის გაგრილებისთვის, გადამუშავებისთვის, მანქანის წინა ნაწილების გასაწმენდად და სხვა მცირე რაოდენობით უკუქცევითი მაგნიტური მუხრუჭების გამოყენებისთვის.

4. ენერგიის საერთო მოხმარება: (230/400 ვ)/3 ფაზა/50 ჰც.
ელექტრომომარაგება: FRA2 კლასის დამონტაჟებული სიმძლავრე: 240 კვტ (ენერგიის ფაქტობრივი მოხმარება დაახლოებით 145 კვტ).
ელექტრო კარადის სამუშაო გარემო: ტემპერატურა და ტენიანობა ≤35℃, ≤95%.
გაზმომარაგება: სულ 6 ღუმელისთვის და დაახლოებით 110 მ3/სთ გაზზე (LPG ან LNG), საშუალოდ 78 მ3/სთ.

5. კომპრესირებული ჰაერის საერთო მოცულობა
Q=0.5~1მ3/წთ P=0.6~0.8მპა
ჰაერის მოხმარება: ხრახნიანი ტიპის ჰაერის კომპრესორი ≥1მ3 ჰაერის შესანახი ავზით და ≥11კვტ სიმძლავრის ძრავით

6. ერთეულის ზომა
სიგრძე* სიგანე* სიმაღლე (მ): 85მ*9მ*8.5მ (მანქანის წინა პლატფორმა 8.5მ)
საერთო წონა (დაახლოებით): 90 ტონა
ქარხნული ზომა (საცნობარო)
სიგრძე * სიგანე (მ): 100*16
ამწე: აწევის ტევადობა 5 ტონა
